PREP技術
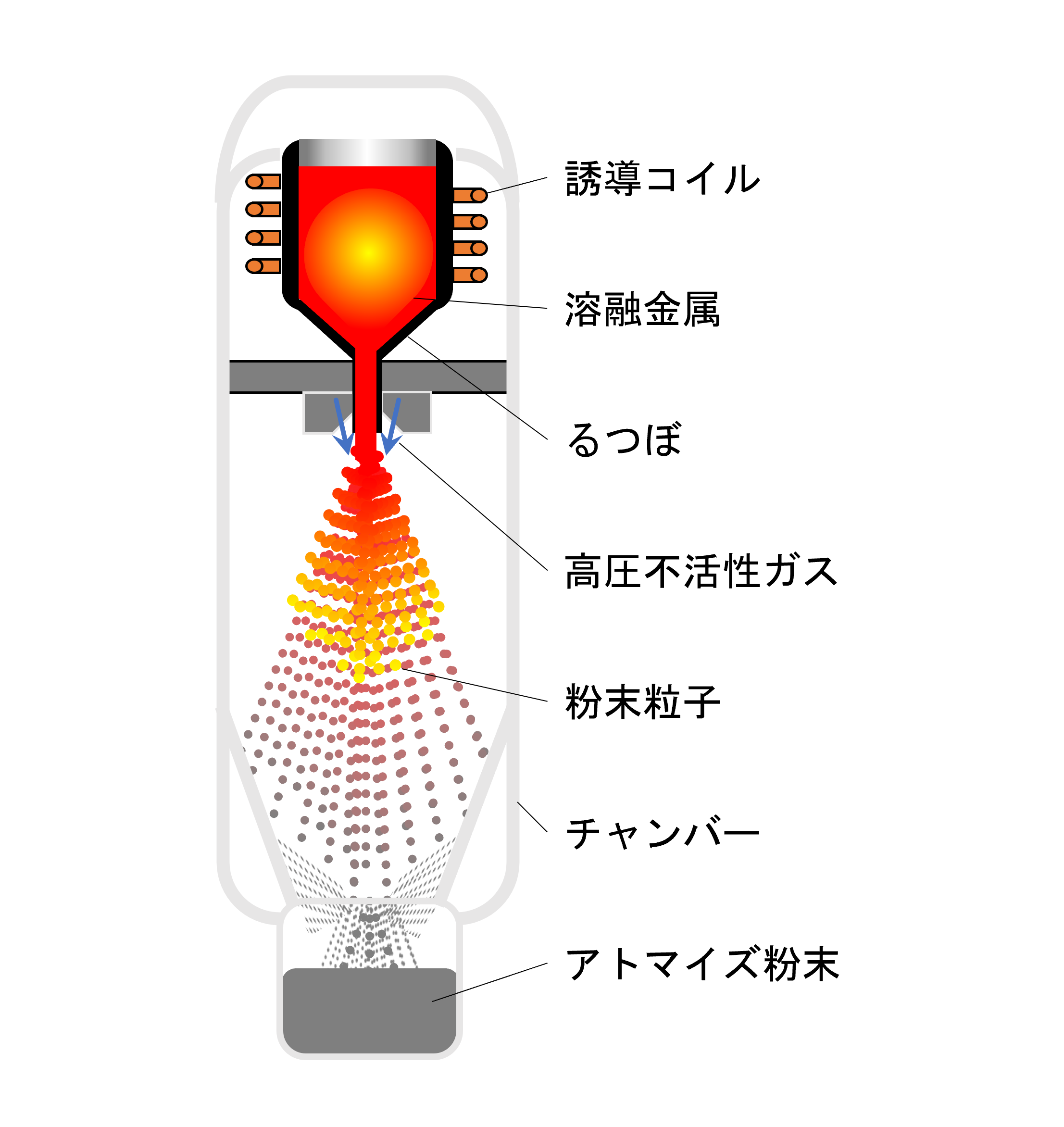
○ PREP法とガスアトマイズ法の比較
|
Atomized |
PERP |
| 真球度 |
○ |
◎ |
| 酸化度 |
○ |
◎ |
| ガス巻き込み粉末 |
多い |
少ない |
| 電気抵抗 |
大きい |
小さい |
| 粒径サイズ |
D50>20μm |
D50>40μm |
| 粒度分布 |
ブロード |
シャープ |
| 生産能力 |
基準とする |
極めて高い |
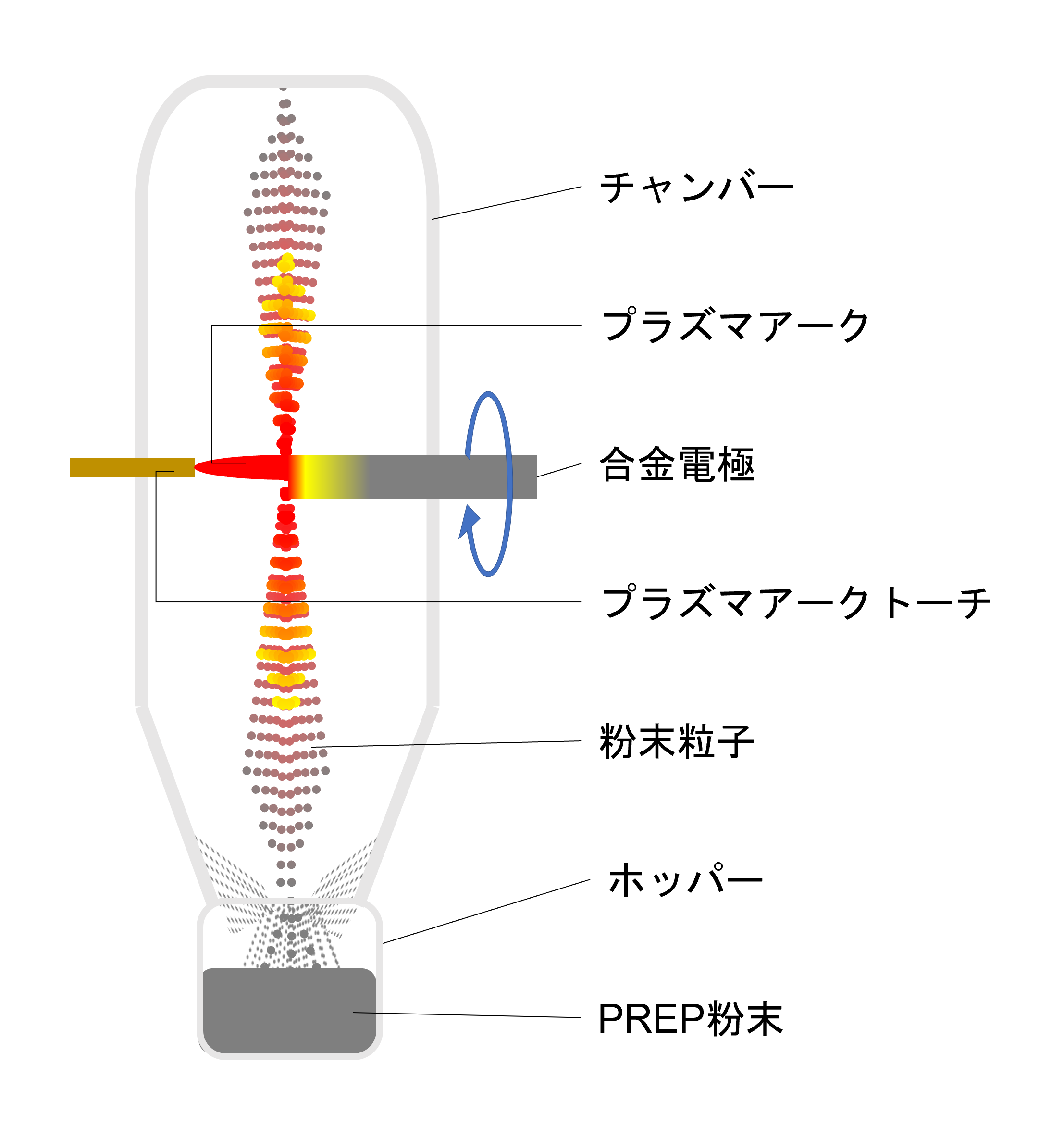
プラズマ回転電極(PREP)法は電流流れにより電流転移式と非転移式に大別されます。
世界的には転移式が多く、固定された消耗電極材は回転しながらプラズマ電極トーチの方向へ移動し先端部にプラズマが照射されて液滴を遠心力で飛ばして製粉化されます。消耗電極はネジで繋がるため、バッチ生産であり連続生産することができません。さらに消耗電極の高精度な切削加工が必要であり電極材料の製粉化までの廃棄量が多くなります。
一方、既存の大量生産型のPREP装置(ロシア製)は非転移式を採用しています。消耗電極(供給材料)の直径は100mm以下であり、回転速度は20,000rpm以下です。
当該手法の優れた特徴は60本以上の消耗電極を連続的に製粉することができる点で、ガスアトマイズ法と比べて量産性が高くなります。
○ 特許
|
番号 |
出願名称 |
| 1 |
特開2020-012139 |
プラズマ回転電極法による粉末製造装置 |
| 2 |
特開2019-196542 |
プラズマ回転電極法による粉末製造装置および粉末製造方法 |
| 3 |
特開2020-002442 |
金属粉末製造装置 |
| 4 |
特開2020-012139 |
プラズマ回転電極法による粉末製造装置 |
| 5 |
特開2020-026541 |
プラズマ回転電極法による粉末製造装置および粉末製造方法 |
| 6 |
特願2019-010596 |
プラズマ回転電極法用の電極部材およびプラズマ回転電極法による粉末製造装置 |
| 7 |
特開2020-132991 |
プラズマ回転電極法用の電極部材供給装置 |
| 8 |
特開2020-176315 |
プラズマ回転電極法による粉末製造装置 |
| 9 |
特開2021-066944 |
プラズマ回転電極法による粉末製造装置 |
| 10 |
特開2019-127640 |
ゴルフクラブヘッドの製造方法およびゴルフクラブヘッド |
| 11 |
特開2020-152975 |
窒素添加Co-Cr-Mo基合金および窒素添加Co-Cr-Mo基合金の製造方法 |
| 12 |
特開2021-032306 |
プラズマ回転電極法用スピンドル |
| 13 |
特開2021-025119 |
プラズマ回転電極法用の電極部材供給装置 |